You know what needs to die in pain? Norovirus.
I attended Brighton Modelworld 2014 on Saturday the 22nd of February (such was the state of my affairs afterwards, took me long enough), all went fine until the return train ride (Brighton - Clapham Junction - Farnborough Main) that I suddenly felt a great heave in my belly... and up came some grapes...
Two hefty, debilitating vomits later, you have the longest and tensest train rides you can ever experience.
So yep, I have no idea why this Demon-spawn (of which as few as 5 can infect) isn't on the CDC's hit-list, but that's why I've taken so long to get back on track; and what better to kick it off than a projector that has seen better days:
 |
| Turns out there was an embedded screw in the middle >:( |
That was my attempt to disassemble the unit - you can hardly blame me when it contains more screws than the Titanic's rivet count but it wasn't all for nought:
 |
| The focusing lens and the zoom lens exposed. |
I discovered that you could undo a screw and set the focusing lens free, enabling focus at smaller screen sizes. I also attempted to free up the zoom lens by sawing away at the slider but that was mechanically limited from going further. Now I can get a focused image at 12.8cm x 8.0cm without a magnifying glass, and with the addition of a spacer where the lens is screwed in 6.4cm x 4.0cm will be possible.
I say that I'll need no magnifying glass because I decided to ditch the expensive DSLR lens (which probably wouldn't have worked) and play with some plain old magnifying glasses. The aim was to allow an unmodified projector to achieve smaller focused images, thus potentially saving hundreds to experimental makers. Being as efficient as I am, I'll parade some images of the results:
 |
| This 60mm magnifying glass sparked my interest in this experiment, it proved too small for a complete image. |
 |
| This glass dispensed with the rims, but had poor optical properties; all that was achieved was interesting image distortions. |
 |
| Fresnel lens, used in reverse: Almost, but not quite. |
 |
| Fresnel Lens, used correctly: Actually made things worse! |
 |
| Quality 100mm Glass: Actually proved best overall, but still some distortion evident towards the top - I couldn't source any glasses bigger than this. |
As you can probably gather, what was needed was absolutely NO distortion of any kind, for the sake of accurate, consistent printing. I believe that this is down to the image being set into the correct shape by the focusing lens, thus when another lens comes into the picture, the image bends inconsistently due to differing angles across the projection. It seems that if you want to use a cheaper projector and still get tiny prints, or make a more expensive model work even better at such, you may need a tool kit and leave those gorilla hands at bay.
When I did get the projector to focus, I managed to assess it's ability to cure resin using an old Gü pot as a container, I am using Spot-GP from Spot A Materials, and the results are decent to say as much as I can at this stage:
 |
| This shard is about 1mm thick on average, and It took around 10 seconds to form, so a 0.1mm layer takes a second. |
As far as properties go, it's slightly more flexible than FUD from Shapeways, looks a bit like frozen urine and it closely represents FUD in most respects. I only sort-of pointed the glass at the projector so ripples were to be expected.
Don't get me wrong, I have reservations about using these resin models structurally, so I have made progress on my Reprap Prusa Mendel i2 in aid of this; before the RAMPS board died (that'll teach me to buy down to a price) I managed to print a few 10mm cubes:
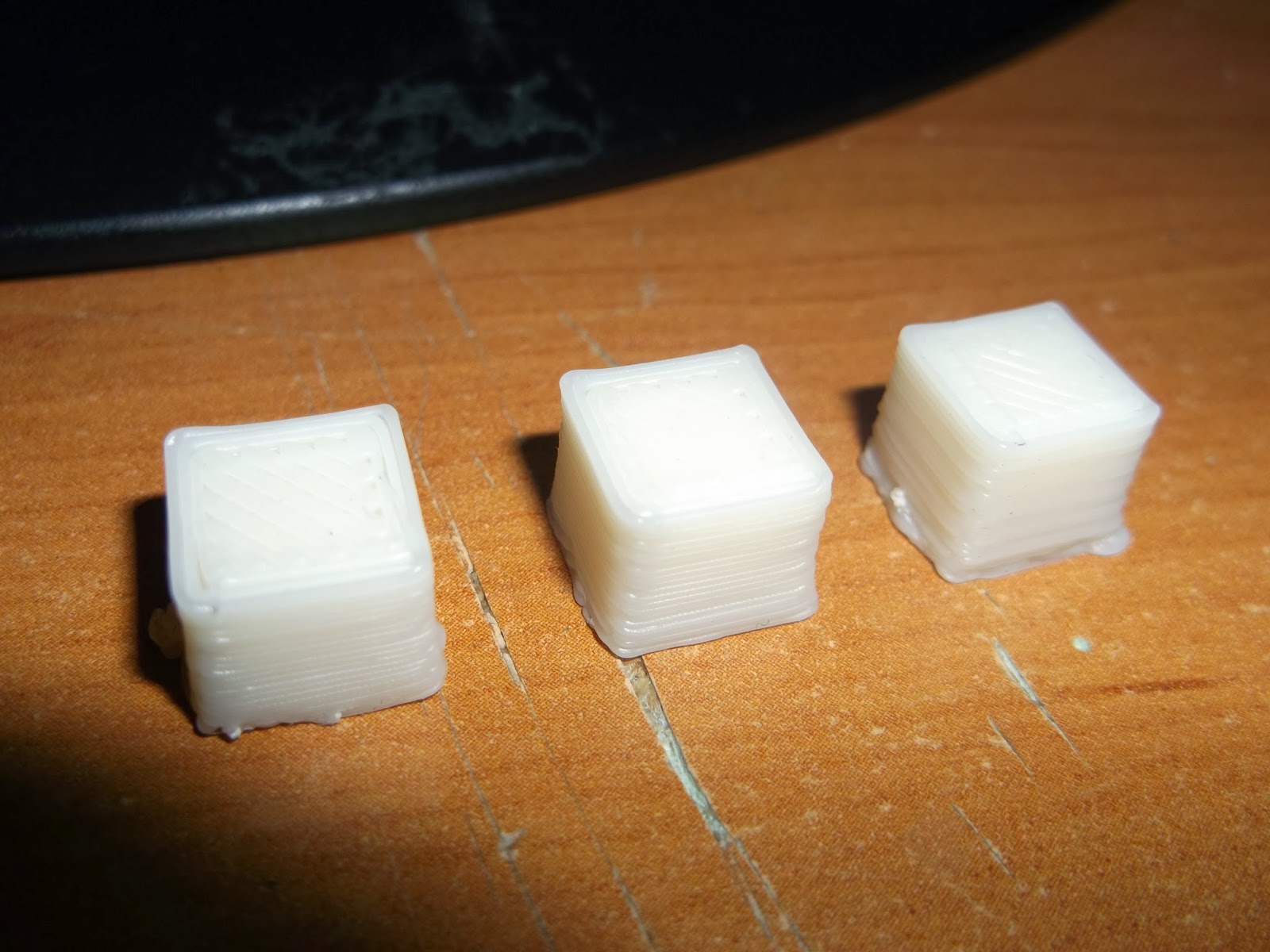 |
Left: First successful print, 1mm short in Z, layers haven't bound properly.
Middle: 2nd Print, better, but X and Y axes differ and still 1mm short.
Right: Best print yet, layers bind and X/Y ratio is 1, but still 9mm in Z. |
I could never have guessed that calibrating Z in an FDM machine would be so hard - bed-leveling is bad enough, but I never want to touch the Z endstop again, ever. It does give me an idea, though: I could integrate the Z endstop into either the extruder or the bed in future builds, mount it via a nut/bot arrangement to allow fine adjustment as well as add a spring to alleviate backlash in the threads. The Reprap is pretty much built, however, so it's a bit late to add that; guess I just have to get a monk patch from hair loss...
One final topic: I've been investigating the onboard computer idea, and
some guy called Torben Mogensen is creating a Pi-based controller for his printer. This is still very much in beta, so I'll go via the simpler but more power-intensive route of adding an x86 PC to the case, which will run
Creation Workshop. I've liberated a PSU from my Main PC from an upgrade, a 700w model that should power all inside without trouble:
 |
| That tangle of cables concerns me... |
That 700w is spread across 4 12V rails at 18A each, which may add up to 864w but the maximum concurrent draw is 700w. This'll make things difficult but not impossible, 700w could power the projector as well if I had the confidence to disconnect the Power Supply from it. Anyway, I have 2 outlines for the built-in PC:
Bespoke AMD Machine:
- CPU = AMD A6-6400K Dual Core 3.9GHz with Radeon 8470D Graphics
- Motherboard = MSI A78M-E35
- RAM = 4GB DDR3 1866MHz to boost APU Graphics
- SSD = Crucial V300 120GB
Shop-Floor-Bits Machine:
- CPU = Intel Pentium E2160 1.80GHz Dual Core
- Motherboard = MSI G41M-P33
- RAM = 4GB Corsair Vengeance DDR2 1066MHz
- GPU = Nvidia Geforce 6600GT 256MB
- SSD = Crucial V300 120GB
The Bespoke Machine costs up to £260 with all ancillaries accounted for, while the Shop-Floor-Bits Machine will only cost £130 in the same condition. Looking up performance figures on Passmark (great site), I get the following predictions for performance:
- Format = Bespoke : SFB (% Difference, positive towards Bespoke)
- CPU = 2400 : 996 (141% more)
- GPU = 526 : 103 (411% more)
CPU is not so important as GPU performance in this case, since it will need to handle complex STLs in preview without slowing to a crawl. The AMD system is only twice as much yet has 2.4X the CPU power and 5.1x the GPU power. I've discovered that creation workshop will slice in seconds even on relatively slow CPUs like my decrepit 2.2GHz Turion TL-64 laptop. The AMD system is more power efficient too, with a 65w TDP vs 65W+35W (CPU+GPU), or 100W. The SSD is there for durability and speed, and the RAM is just enough for a smooth OS (probably Windows 7).
Thank you for reading this far, this was a big post and one I put off for quite a while, searching for a Graduate Engineering Job and prepping for interviews is a project in itself. I'll see you next time, hopefully with some renders for the printer framework.











